Dezhou Guanlu Precision Machinery Co., Ltd.

- Deep Hole Skiving, Roller Burnishing Machine
- TGG2116(2M) Deep Hole Skiving Burnishing Machine
- TG2115(1.5M) Deep Hole Skiving Roller Burnishing Machine
- TG2115(6M) Deep Hole Skiving Roll Burnishing Machine
- TG2Zx2106mm Double Spindle Deep Hole Skiving Roller and Burnishing Machine
- TG2115 Deep Hole Skraping Boring Machine
- TGG2115 Deep Hole Skrape Boring Machine
- TG2125 Deep Hole Skraping Rolling Machine
- TG2115(8M) Deep Hole Skraping Burnishing Machine
- Deep Hole Drilling and Boring Machine
- NTK 2120 BTA Deep Hole Drilling and Boring Machine
- BTA Deep Hole Drilling Machie Drive By Rack And Pinion
- BTA Deep Hole Drilling Machine for Aerospace Components
- BTA Deep Hole Drilling Machine for Drill Collar
- Deep Hole Trepaning Machine
- BTA Deep Hole Drilling Machine for Hydraulic Cylinders
- BTA Drilling and Gundrilling Combined Machine
- CNC BTA Deep Hole Drilling Machine for Twin Barrels
- T2120 Deep Hole Drilling and Boring Machine
- T2125 Deep Hole Drilling and Boring Machine
- T2135 Deep Hole Drilling and Boring Machine
- T2150 Deep Hole Boring Machine
- T2180 Deep Hole Trepanning Machine
- T2120G Deep Hole Drilling and Boring Machine
- T2250A Deep Hole Drilling and Boring Machine
- TK2120 CNC Deep Hole Drilling Machine
- TK2125 CNC Deep Hole Drilling Machine
- TK2136 CNC Deep Hole Boring Machinee
- TSK2108 CNC Deep Hole Drilling Machine
- TH2120 Deep Hole Boring and Honing Machine
- Deep Hole Pull Boring Machine
- Gun Drilling Machine
- NZK2103(1500mm) Gundrilling Machine
- NZK2102(2500mm) Gundrilling Machine
- ZSK2103A(1M) Three Axis Gundrilling Machine for Molds or Blocks
- Four Spindles Gundrilling Machine for Orthopaedic Implant
- Double Spindle Gundrilling Machine for Thermal Well
- Three Axis Deep Hole Drilling Machine for Bottle Molds
- Three Axis Deep Hole Drilling Machine for Valve Parts
- ZKB2102 Three Coordinate Deep Hole Gun Drilling Machine
- ZKB2103 Three Axis Gun Drilling Machine
- ZKB2103A Economical Type Deep Hole Gun Drilling Machine
- ZSK2101×500mm Deep Hole Gun Drilling Machine for Medical Device (Small Holes)
- ZSK2103A×300mm Gun Drilling Machine
- ZSK2103×2×500mm Gun Drilling Machine
- ZSK2103×2×1000mm Double Spindle Gun Drill
- ZSK2103×4×500mm Four Spindle Gun Drilling
- ZSK2104×1000mm Gun Drilling Machine
- ZSK2104×1500mm Gun Drilling Machine
- ZSK2104×2000mm Gun Drilling Machine
- ZSK2104×2500mm Deep Hole Machine
- ZMK2102 Gun Drilling Machine(Drill Glass)
- Deep Hole Drilling Machine For Quartz Glass Rods
- Deep Hole Honing Machine
- 2M2150(10M) Deep Hole Honing Machine
- Deep Hole Honing Machine with Ten Meters for Hydraulic Cylinder Repairing
- CNC Deep Hole Honing Machine
- PLC Deep Hole Honing Machine
- 2M2125L Deep Hole Honing Machine
- 2M2125A Deep Hole Strong Honing Machine
- 2M2125 Series Deep Hole Honing Machine
- Deep Hole Heads and Toolings
- Deep Hole SRB Machine Heads
- BTA Drill Heads,Bore Heads,Honing Heads,Bar
- Accessories for Gun Drilling Machines
- LGX300 CNC Spiral Groove Milling Machine
- Quartz Glass Drilling and Honing Machine
Dezhou Guanlu Precision Machinery Co.,Ltd.
Address: Economic Development Zone of Dezhou, Shandong China.
Mobile: (+86)15165964868 Susan
E-mail: dzguanlu@dzguanlu.com
Whatsapp: (+86)15165964868
Website: www.dzgljc.com
Website: www.guanludrilling.com
Deep Hole Knowledge
Home » Deep Hole Knowledge
Clamping Method of (Internal Chip-discharging) Gun Drilling Machine
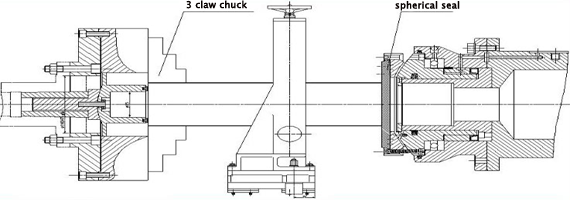
The third way:
Three-claw chuck, Oil-Supply end face sealing and central support is used for clamping; Suitable for holing on workpiece of bigger end surface runout; Oil-supply can only be used for drilling.
Deep Hole Drilling and Boring Machine Machining
Diagram of Boring Process
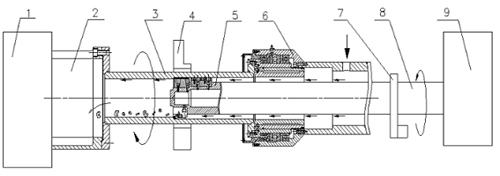
1. Spindle Box |
2. Chuck Plate |
3. Workpiece |
4. Central Support |
5. Boring Head |
6. Oil-Supply Device |
7. Drill Bar Support |
8. Boring Bar |
9. Boring Bar Box |
|
Diagram of Scarping and Tumbling Combination
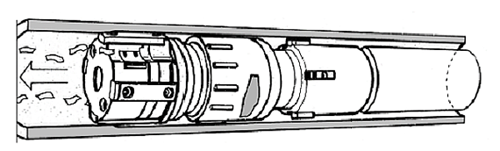
Self-expanding Skiving and Tumbling combined tool is applicable to volume production of both refine machined high-accuracy cold-drawn tube and other roughly machined steel tube. When diameter allowance is 1mm, Feed Rate can reach 500mm~1250mm per minute, with roundness of 0.01mm, roughness of no more than Ra0.04μm (machining of Ф160mm as example). The core rod inside the boring bar can make scarping knife and rolling column retreat automatically with the help of hydraulic control, to increase efficiency largely without sacrificing the stability of Holing Process. These cutting tools can handle upto Ф400mm, applicable to our ZSK all automatic digital control deep-hole drilling machine, capable of completely replacing the imported.

TG2115x6000mm Deep Hole Skiving Roller and Burnishing MachineTG2115x6000mm deep hole skiving roller and burnishing machine is applicable for machining cylindrical deep-hole work-pieces, various types of mechanic hydraulic oil cylinders, cylindrical through-holes and blind-holes and stepped holes. The machine is mainly used for bore...

TG2115x4000mm Deep Hole Skraping Boring MachineThe bed of TG2115x4000mm deep hole skraping boring machine is manufactured by high quality cast iron, with strong rigidity and strong stability. Boring bar box spindle is drove by ac servo motor, boring bar box spindle is drove by servo motor, wide speed range, large output torque, feed...

T2125 Deep Hole Drilling and Boring MachineAdopting internal chip-discharging strategy, which handles diameter from Φ30mm to Φ100mm (drilling), our T2125 Series Deep Hole Boring Machine's drilling, boring and rolling functions are applicable to propeller, landing gear and ejection seat; various barrels in military use;...

ZSK2104×1000mm Deep Hole Gun Drilling MachineZSK2104x1000mm deep hole drilling machine is for many type of metals, the deep hole diameter range and deep hole depth can be manufactured according to customer's requirement. Hole diameter range: 3mm -30mm. Hole diameter Max.Depth 1000mm. CNC system: GSK of China...
2M2125A Deep Hole Strong Honing MachineThis deep-hole strong honing machine is specially for all kinds of cylinder shaped workpiece, worked by this machine, the accuracy is up to IT7, surface roughness is up to Ra0.2-Ra0.4um. This machine can be part honing, so as to repair the parts. This deep-hole strong honing machine equips...

2M2125 Series Deep Hole Honing Machine2M2125A, 2M2135A CNC High Efficiency Deephole Honing Machine is a special equipment used for honing cylindrical deephole parts such as various hydraulic oil cylinders and cylinders. Hole diameter accuracy of machined workpieces can be up to or over IT7 and surface roughness...
-

- Products * Deep Hole Skiving, Roller Burnishing Machine * Deep Hole Drilling and Boring Machine * Gun Drilling Machine * Deep Hole Honing Machine * Deep Hole Heads and Toolings * Accessories for Gun Drilling Machines
- Contact Us Address: Economic Development Zone of Dezhou, Shandong China. Contact Person: Susan (+86)15165964868 (+86)15165964868 dzguanlu@dzguanlu.com
T2225 Deep Hole Boring Machine | T2235 Deep Hole Boring Machine | ZKB2103B Deep Hole Drilling Machine | Deep Hole Skiving Burnisher Machine for Hydraulic Cylinders | Skiving Roller Burnishing Machine for Honed Tubes | Deep Hole Burnishing Machine for All Kinds of Hydralic Cylinders | Heavy Duty Deep Hole Skiving, Rolling and Burnishing Machine